製品情報PRODUCTS

掲載している製品は、弊社で製作しているものの一部になります。
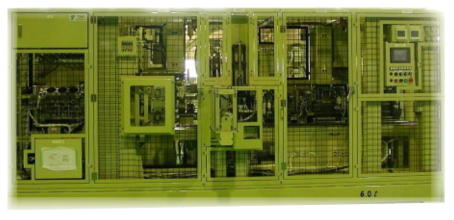
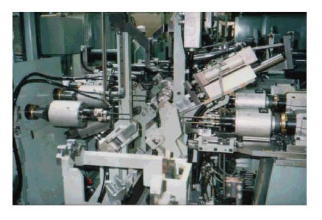
シリンダーブロック ネジプラ・ワンプラ組付装置
本装置は自動車エンジン部品のシリンダーブロックにネジプラグとワン型プラグを組付ける装置です。
本装置の特徴
ワン型プラグ、ネジプラグの供給は専用マガジンから自動供給します。
- ロードセルにて圧入力管理を行い、圧入力異常を自動検知します。
- ワーク搬送にサーボモータを使用しているので高速且つ精密な位置決めが可能です。
- ナットランナーにてねじ締めのトルク管理を行い、トルク異常を自動検知します。
仕様
| サイクルタイム | 1.5分/台 |
|---|---|
| 設備寸法 | W:4000 × D:2600 × H:3000精度 |
| 締付トルク | Cpk≧1.67 |
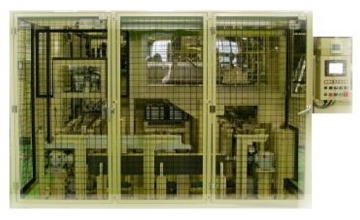
カムキャップ組付装置
本装置は自動車エンジン部品の1つであるシリンダーヘッドにカムキャップを全自動で組付を行う装置です。
本装置の特徴
- SQUARE搬送方式採用(特許申請中)しています。
- 全8ステーションのワーク搬送を、1台の走行モータで4角形に搬送させることにより、省空間(スペース)を実現します。
- ロードセルを用いて圧力管理を行い、高低圧異常を自動検知車種に応じて自動段替可能です。(2車種)
仕様
| サイクルタイム | 1.5分/台 |
|---|---|
| 設備寸法 | W:4000 × D:2600 × H:3000精度 |
| 締付トルク | Cpk≧1.67 |
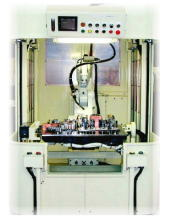
クランクシャフト バランスシャフトギヤ焼嵌め装置
この装置は、自動車エンジン組立職場において、クランクシャフトにバランスシャフトギヤを焼嵌めで組付ける装置です。(加温方式として、熱風タイプ、高周波焼入れタイプがあります。)
本装置の特徴
- クランクシャフトの2機種に対応しています。
- XYZの3軸直行ロボットにてバランスシャフトギヤをチャックし、クランクシャフトの干渉を避けながらくぐり抜けさせ組付けます。
- 途中停止時の復帰も、停止した位置から自動で干渉を避けながら復帰可能です。
仕様
| サイクルタイム | 1分56秒 |
|---|---|
| 設備寸法 | W:2000 × D:2000 × H:1600 |
| 位置精度 | ±0.984mm |
| 組付位置精度 | +0.305~+0.580mm |
| 端面振れ | 0.11mm以内 |
| 有効径振れ | +0.048~+0.053mm |
| 組付直行ロボット | 三菱電機製汎用サーボと、三菱Qモーションコントローラの組合わせ。 |

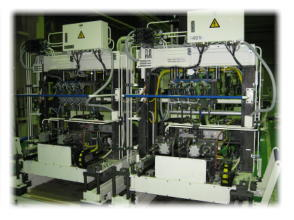
コンロッド キャップ組付装置
本装置はエアーブローを行った後、キャップにノックピンを自動的に圧入し、更にキャップとロッドを組合わせた後、ボルトを自動供給して、ナットランナーにより自動締付を行う装置である。
本装置の特徴
- コンロッドの機種違いを、治具の自動段替で対応しています。
- (各種段替えデータを登録する事により実現)
多機能の集約(インデックス利用)
①ワーク搬入・搬出
②ノックピン圧入
③部品組合せ
④ボルト締め
という4つの工程をインデックス内で行うことで省空間(スペース)を実現しています。 - ロードセルを用いて圧力管理を行い、高低圧異常を自動検知します。
- サイクルタイム50%以上短縮(当社従来比50%以上短縮)します。
仕様
| サイクルタイム | 14.0秒 |
|---|---|
| 設備寸法 | W:5500 × D:2000 × H:2500 |
| 位置精度 | ±0.984mm |
| ノックピン圧入深さ | 3.0mm |
| ノックピン圧入力設定値 | 185~250KN |
| ボルト締付スナッグトルク | 29±3 N.m |
| ボルト締付角度 | 90°±10° |

直行型4軸NCローダ 1ユニット4チャックタイプ
本装置は、コンロッドの加工ラインで加工機械間の搬送を、走行タイプの直行型多軸ロボットを使用して全自動で行う装置です。
本装置の特徴
- 3種類のコンロッド及びキャップの搬送に対応しています。
- コンロッド及びキャップ機種自動検知機能を有しています。
- ロボットは自動段替で、基本パターンのティーチング操作で全機種に対応します。(事前に各種段替えデータを登録する事により実現)
- 走行1軸、昇降2軸、に前後1軸を加え、加工機械の前後方向の設置誤差も吸収します
- 本装置から全加工機械に一括起動、停止指令機能を有しています。
- 全工程の品質チェック用の割り込み機能を有しています。
仕様
| サイクルタイム | 12.0秒/個 |
|---|---|
| 設備寸法 | W:7000 × D:5000 × H:2500 |
| 直行ロボット | 三菱製汎用サーボと三菱Qモーションコントローラの組合わせ。 |

ギヤ加工機械間搬送装置
本装置は、自動車変速機の各種ギヤの一連の加工を行う機械間の搬送を、走行タイプの多間接ロボットを使用して全自動で行う装置です。
本装置の特徴
- MAX100種類のギヤの搬送に対応しています。
- ロボットは自動段替で、基本パターンのティーチングで全機種対応できます。
※ハンドはパターンにより手動段替が必要(ワンタッチ交換) - ロボットハンド衝突破損を検知します。
- ギヤ機種自動検知機能を有しています。
- 本装置から全加工機械に一括起動、停止指令機能を有しています。
- 自動油除去機能を有しています。
- 完成品の自動箱詰め、又はコンベア整列機能(最大3段積)を有しています。
- 全工程の品質チェック用の割り込み機能を有しています。
- ※ 参考加工機
ホブ盤、面取り盤、シェービング盤3種類のコンロッド及びキャップの搬送に対応しています。
仕様
| サイクルタイム | 42.0秒 |
|---|---|
| 設備寸法 | W:7000 × D:5000 × H:2500 |
| ロボット | 不二越製 MA15E-01/AX10-3000 |

自動車用シート フレーム・リクライナー溶接装置(海外向け)
本装置は自動車用シートフレーム、シートバックなど、シートの骨格部品を溶接する装置であるシートは安全を守る重要部品であると共に、多数の部品で構成されており、溶接位置も千差万。溶接位置、溶接深さなど正確無比な溶接が要求される。
本装置の特徴
- 溶接専用多関節ロボットを使用して正確無比な溶接が可能です。
- 溶接治具を2面搭載。1面を溶接中に、もう1面でワークの脱着が可能で、ロボットを停止させないで連続溶接できます。
- 溶接治具のNC反転機構を採用しており、どの位置からも自在です。
- 板材の斜面化などで、スパッタが溜まりにくい構造を採用しています。
- 必要機器をすべてユニット化(ガス・ボンベ、ワイヤドラムなど)しています。
- これ以上はない程の大型メンテ扉を採用しています(ゴミ排出用穴新設)
- トーチ清掃用窓を採用しています。
- φ150の排気口を設置しています。
仕様
| サイクルタイム | 14.0秒 |
|---|---|
| 設備寸法 | W:2000 × D:3800 × H:2450 |
| ロボット | Panasonic製 VR2シリーズ |

自動車用シート アッパーチャンネル溶接装置
本装置は自動車用シートのスライドレールに対して部品を溶接する装置です。
本装置の特徴
- 前面のシャッターはでサイドまで水平に自動で開閉する構造で、製品の着脱性を大幅に向上させています。
- 弱駆動力の安全設計となっております。
- 天井部に排気口を設けています。
仕様
| サイクルタイム | 20.0秒 |
|---|---|
| 設備寸法 | W:1500 × D:2300 × H:2200 |
| ロボット | Panasonic製 VH-400 |
シリンダーブロック リークテスト圧入装置
この装置は、自動車エンジン組立職場において、シリンダーブロックのリークテストをする装置です。
本装置の特徴
- ワーク搬送にサーボモータを使用しているので高速且つ精密な位置決めが可能です。
- リークテスト部分の部品交換が容易であり、メンテ性に優れています。
- 精密な計測が可能です。
- NG品に対しては自動払い出しを行います。
- 品質データのトレーサビリティー機能付です。
仕様
| サイクルタイム | 60秒 |
|---|---|
| 設備寸法 | W:1500 × D:2300 × H:2200 |
| 精度 | C/R :10cc/min W/J :10cc/min O/L :10cc/min |
| 測定機器 | コスモ計器製 LS-1842 |

シリンダーヘッド リークテスト圧入装置
本装置は自動車エンジン部品のシリンダーヘッドに対して漏れ検査(リークテスト)を行う装置です。
本装置の特徴
- 車種に応じてリークテスト部分の段替えが出来る 「フレキシブルリークテスト装置」 です。
- 水没による漏れ位置の特定が可能です。
- 精密な計測が可能です。
- 手投入とローダー投入が可能です。
- 品質データのトレーサビリティー機能付です。
仕様
| サイクルタイム | 2分/台 |
|---|---|
| 設備寸法 | W:2400 × D:1900 × H:2800 |
| 精度 | カム室 :10cc/min P/R :10cc/min V/G :310cc/min ポート :10cc/min |
| 測定機器 | コスモ計器製 LS-1842 |
ストラット スプリング組付装置
本装置は、自動車部品組立職場において、ダンパーにスプリングを組付ける装置です。
本装置の特徴
- 車種に応じて治具の取替えが可能です。
- 上部からの押さえつけをサーボモータで行っているので高さ違いの車種にも対応できます。
- 締め付けにはナットランナーユニット(自動ネジ締付機)を採用、精密な締付力を保証します。
- 左右単独の生産にも対応します。
- 全台数文の品質データの履歴をプリンターで記録します。
仕様
| サイクルタイム | 25.0秒(手作業部分を除く) |
|---|---|
| 設備寸法 | W:1100 × D:1200 × H:2700 |
| 精度 | 締付トルク:10N・m |

カムシャフト最終洗浄装置
本装置は自動車エンジン部品の1つであるカムシャフトをオートローダー又は手作業で着脱し、ばり取り・洗浄・水切りの各工程を自動で行う装置です。
本装置の特徴
- ノズル作動及びブラシ作動をNC化することにより、各種カムシャフトの自動段替えで生産可能です。
- シリンダー、センサー、モーター類を洗浄槽の中に入れずに、全て外に出すことにより寿命・耐久性及びメンテ性を格段に向上させました。
- ばり取りブラシは3軸NC制御で作動し、ブラシの摩耗補正は自動補正を行います(都度のブラシ調整不要)
- 4ステーションをインデックス方式で行う設計の為、省スペースです。
仕様
| サイクルタイム | 31秒 (ワーク脱着 9秒/本) |
|---|---|
| 設備寸法 | W:2400 × D:2800 × H:2300 |
| ダスト許容値(全体) | 10ミリグラム以下 |
| コンタミ許容値 | 2ミリグラム以下 |

ナックル 刻印・計測装置
本装置は自動車のステアリングシステム部品の1つであるナックルの内径を測定する装置です。
本装置の特徴
- 高精度測定機器を使用しています。
- R/L同時測定及び片側測定モード切替機能付です。
- 品質履歴(トレサビリティ)管理機能を有しています。
① 自動刻印機能付(ベクトル製:VM7810)
② 品質プリント機能(エプソン製:VP700)
③ CSV形式データ記録機能(DOS/V PCへロギング)
仕様
| サイクルタイム | 30秒 |
|---|---|
| 設備寸法 | W:2500 × D:2200 × H:2500 |
| 測定機器 | マーポス製 E3u |

クランクシャフト 返取り装置装置
本装置は自動車のエンジン部品の1つであるクランクシャフトの油穴明け後の返り(バリ)を除去する装置です。
本装置の特徴
- 細い深穴に対して、小型ブラシで穴内面のバリ除去が可能です。
仕様
| サイクルタイム | 30秒 |
|---|---|
| 設備寸法 | W:7000 × D:3500 × H:2500 |
カムシャフト トリガープレート圧入装置
この装置は、自動車エンジン組立職場において、カムシャフトにトリガー・プレートを圧入する装置です。
本装置の特徴
- カムシャフトの長さ、トリガー・プレートの形状、圧入高さなどの違いを、治具の自動段替で対応(各種段替えデータを登録する事により実現)できます。
- ロードセルを用いて圧力管理を行い、高低圧異常を自動検知します。
- 圧入高さの測定管理を行い、異常を自動検知します。
- カムシャフトとトリガープレートの自動位相合わせ機能付です。
- カムシャフトとトリガー・プレートの機種違いを自動検知します。
- ソレノイド、端子箱などは安全カバーの外側から交換可能です。
仕様
| サイクルタイム | 28.5秒 |
|---|---|
| 設備寸法 | W:6000 × D:3000 × H:2800 |
| トリガー圧入深さ | 404.5±0.02mm |
| トリガー圧入位相 | 84.8±4′41″ |

食品用櫛歯目立機
この装置は、食品用刃物製造職場において、刃物の櫛歯目を加工する装置です。
本装置の特徴
- 治具の段替を自動で行い多品種に対応可能です。
- 24時間無人運転可能です。
- 完成品自動整列機能付きです。
仕様
| サイクルタイム | 20分/個 |
|---|---|
| 設備寸法 | W:3000 × D:2800 × H:2000 |

食品用平歯研削仕上機
この装置は、食品用刃物製造職場において、刃物の櫛歯目を加工する装置です。
本装置の特徴
- 治具の段替を自動で行い多品種に対応可能です。
- 24時間無人運転可能です。
- 完成品自動整列機能治具の段替を自動で行い多品種に対応可能です。
仕様
| サイクルタイム | 3分/個 |
|---|---|
| 設備寸法 | W:4000 × D:3200 × H:2000 |

住宅向け幅広ダイレクトフロア
本装置は住宅等で使用するフローリング材を組立てる装置です。
本装置の特徴
- 2種類のワークに対応可能です。
- 木材の接着、クッション材のノリ付けを高速で行います。
仕様
| サイクルタイム | 5.0秒/台 |
|---|---|
| 設備寸法 | W:10965 × D:4100 × H:1700 |
